Share
Pin
Tweet
Send
Share
Send

Một trong những thông số chính của máy khoan xoắn là góc đỉnh, đối với kim loại cứng (thép, gang, đồng rắn, titan, v.v.) là khoảng 120 độ.
Độ lệch của góc này so với mặt lớn hơn hoặc nhỏ hơn so với giá trị danh nghĩa làm phức tạp hoạt động hiệu quả của mũi khoan. Trong trường hợp đầu tiên, năng suất giảm và công cụ quá nóng, trong trường hợp thứ hai, máy khoan có thể chỉ đơn giản là bị hỏng, không thể chịu được tải quá mức.
Để tuân thủ các thông số mài mà không có công cụ đặc biệt, cần phải có trình độ và kinh nghiệm cao về công cụ mài. Vâng, với một giáo dân, đặc biệt là trong điều kiện hàng ngày, thực tế sẽ không thể làm điều này.
Nhưng, có một số công cụ và vật liệu đơn giản, có thể tạo ra một thiết bị không quá phức tạp nhưng đáng tin cậy để làm sắc nét góc trên đỉnh của một mũi khoan xoắn ốc trên kim loại cứng.
Những gì bạn có thể cần để làm việc trên thiết bị
Điều này sẽ yêu cầu các công cụ sau:
- caliper;
- điểm đánh dấu
- vise cho kim loại;
- máy xay;
- kìm
- máy hàn;
- máy mài với một bánh xe emery.
Trong số các tài liệu cho công việc, bạn phải có trong tay:
- hạt hex thường xuyên;
- hạt thiến;
- một bu lông có cùng kích thước và sợi như các đai ốc;
- khoan xoắn.

Quy trình sản xuất
Một đặc điểm của hạt hex là bất kỳ hai mặt liền kề nào của nó đều hội tụ ở góc 120 độ. Về kích thước tương tự là góc ở đỉnh của mũi khoan xoắn để làm việc trên kim loại cứng. Sự trùng hợp ngẫu nhiên này có thể được sử dụng để chế tạo một công cụ để mài mũi khoan xoắn.

Để làm điều này, bằng cách sử dụng thước cặp và điểm đánh dấu trên đai ốc, chúng tôi phác thảo các đường cắt sao cho thu được một hình tam giác, đối xứng với đường chéo nối hai góc đối diện của đai ốc. Một mũi khoan sẽ được đặt dọc trong nó trước quá trình mài.


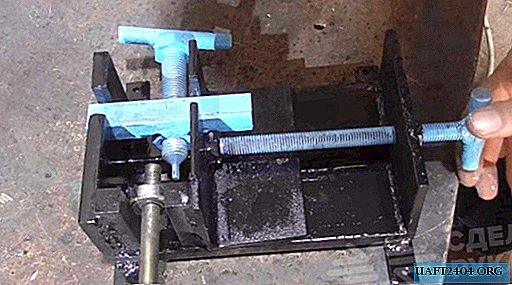
Để cắt rãnh hình tam giác dự định trong đai ốc, nó được kẹp trong một phó và máy mài cắt dọc theo các đường được vẽ sẵn. Để loại bỏ các mảnh cưa của đai ốc, bạn có thể sử dụng kìm.


Tiếp theo, một đai ốc được đúc và hàn vào đai ốc đầu tiên từ phía bên của rãnh cắt với đế của nó. Hơn nữa, cần phải quan sát độ đồng trục tuyệt đối của chúng, bởi vì khi mũi khoan có đường kính nhỏ được mài sắc, bu lông, đi qua đai ốc được đúc, sẽ bắt đầu vặn vào đai ốc dưới để kẹp chặt mũi khoan vào rãnh của nó.


Bây giờ chúng ta vặn bu-lông tương ứng vào đai ốc được đúc, nó sẽ ấn chặt vào mũi khoan, được đặt trong rãnh để mài trên phôi của máy mài.


Nó vẫn chỉ để mài mũi khoan trên bánh xe emery, sử dụng các cạnh của đai ốc dưới làm mẫu.

Để làm điều này, chúng tôi chỉ cần mài phần nhô ra của mũi khoan với các cạnh của đai ốc, mà ngay cả một sinh viên của một trường dạy nghề của năm học đầu tiên cũng có thể dễ dàng đối phó.


Sau khi mài, bu-lông lỏng ra, mũi khoan được lấy ra khỏi thiết bị ngẫu hứng và có thể được sử dụng cho mục đích của nó.

Bổ sung và cải tiến
Trong quá trình hàn các loại hạt, bắn kim loại lỏng có thể xảy ra trên các sợi của các loại hạt được đúc và thông thường. Để loại trừ rắc rối này, cần phải vặn một bu lông vào chúng và do đó, bảo vệ ren.
Vì với sự trợ giúp của một thiết bị, sẽ không thể bao gồm tất cả các mũi khoan có đường kính, ít nhất hai kẹp mẫu sẽ được yêu cầu: một cho các mũi khoan nhỏ, một cho các sản phẩm lớn. Theo đó, trong trường hợp đầu tiên, các hạt sẽ có kích thước nhỏ, và trong lần thứ hai - lớn.
Share
Pin
Tweet
Send
Share
Send