Share
Pin
Tweet
Send
Share
Send
Tất nhiên, điều này không khó đối với một người mài có kinh nghiệm ngay cả với công việc thủ công. Mọi người khác sẽ không dễ dàng chịu được góc nhọn cần thiết. Có thể cho họ vấn đề dao cùn sẽ vẫn không thể giải quyết?

Có ba cách để thoát khỏi tình trạng khó khăn này: học cách mài dao, nhưng sẽ mất rất nhiều thời gian, kiên nhẫn và nỗ lực; mỗi lần nhờ một chuyên gia giúp đỡ và trả tiền cho dịch vụ đắt tiền của mình; làm cho dao mài chính nó và không nghĩ về góc độ mài.
Dưới đây chúng tôi sẽ xem xét một phương pháp sản xuất một thiết bị để mài dao dựa trên một máy mài điện với hai bánh xe mài mòn.
Sẽ cần
Vì vậy, công việc không tốn nhiều thời gian và công sức, nó có sẵn trong kho: máy hàn, máy (khoan, phay và tiện), máy cưa lắc, máy khoan, máy mài, cờ lê, dụng cụ đánh dấu, v.v.
Từ các vật liệu và linh kiện, ngoài máy mài điện đã được đề cập, cần phải dự trữ:
- một tấm kim loại dày 10 mm;
- ống vuông (hai mảnh kích thước liền kề);
- thanh kim loại tròn dài tới 400 mm và đường kính 15-20 mm;
- ốc vít ren (bu lông, đai ốc, vòng đệm), vv
Làm dao mài
Công việc sẽ bao gồm hai giai đoạn tương đối độc lập: sắp xếp một máy mài điện và sản xuất giá đỡ dao cung cấp góc mài cần thiết.
Bố trí mài
Một trong những điều kiện cần thiết để mài dao chất lượng cao là độ ổn định của dụng cụ mài. Do đó, chúng tôi sử dụng một tấm kim loại phù hợp về kích thước và độ dày làm cơ sở cho máy mài điện.

Sử dụng thước dây, lõi và búa, chúng tôi đánh dấu tâm của bốn lỗ, lặp lại các lỗ trên tấm mài điện. Chúng tôi khoan lỗ theo dấu trên máy khoan và, bằng cách sử dụng bu lông và đai ốc, chúng tôi cố định máy mài điện trên đế kim loại.

Chúng tôi cắt ra với một con lắc thấy hai đoạn ống vuông được tính toán trước đó dọc theo chiều dài, hơn nữa, người ta phải tự do, nhưng không có khoảng cách lớn, hãy nhập vào ống kia.

Trong một ống có tiết diện nhỏ hơn, một lỗ xuyên qua được phay từ một đầu, đường kính của nó phải lớn hơn một chút so với đường kính của thanh kim loại. Trong ống thứ hai, chúng tôi cũng lên kế hoạch và khoan một lỗ cho bu-lông khóa từ một đầu.

Chúng tôi hàn một đường ống có tiết diện lớn hơn ở trung tâm đến đế, đối diện với thiết bị mài cố định, ở vị trí mà bu lông cố định nhìn ra bên ngoài và ở trên cùng. Để ngăn giọt kim loại nóng chảy, tia lửa và quy mô hàn không làm hỏng động cơ điện, chúng tôi phủ nó bằng một tấm chăn hàn.

Chúng tôi chèn thanh vào giữa vào lỗ khoan trong ống có tiết diện nhỏ hơn và hàn nó ở vị trí này với ống, trước đó đã kiểm tra độ vuông góc của các bộ phận giao phối này bằng một tam giác vuông.


Nếu điều này chưa được thực hiện trước, hãy tháo thiết bị mài điện ra khỏi đế và sửa lại hộp điện, sau đó lắp lại thiết bị mài tại chỗ và kiểm tra khả năng hoạt động của nó.
Chúng tôi chèn ống với thanh vào ống được hàn vào đế và với sự trợ giúp của bu lông, bạn có thể đặt chiều cao cần thiết để mài dao cụ thể. Đây là giai đoạn cuối cùng của việc sắp xếp một máy xay điện. Đến giai đoạn thứ hai của công việc.


Để mài điện chúng ta thay đổi hướng quay.


Làm giá đỡ dao
Như đã lưu ý, chất lượng mài dao, trước hết, phụ thuộc vào việc đảm bảo độ chụm của góc mài. Chủ sở hữu chúng tôi sẽ làm chỉ là cho điều này.
Chúng tôi đánh dấu phôi kim loại theo kích thước dự định của ba yếu tố, điều này sẽ đảm bảo việc bắt và giữ độ tin cậy của lưỡi dao ở một góc nhất định với bề mặt của vòng tròn khi mài.

Chúng tôi cắt chúng bằng một con lắc cưa với việc bổ sung chất bôi trơn để cải thiện chất lượng của vết cắt và sự an toàn của lưỡi cưa.
Chúng tôi kẹp tất cả ba yếu tố trong một máy vise, một bộ phận của máy phay và xử lý các bề mặt theo kích thước yêu cầu và với mỗi lần thay đổi vị trí, chúng tôi sẽ loại bỏ các mũi khoan bằng một tập tin tay.



Trên hai phôi chúng ta tạo thành hàm để kẹp và giữ lưỡi dao. Đối với điều này, mỗi người trong số họ được xay theo kích thước của họ ở một bên. Các phôi thứ ba được phay ở cả hai bên để kích thước. Nó sẽ là cơ sở để đảm bảo sự kìm kẹp bên cạnh của cô ấy bằng hàm.

Trên phần sẽ ở giữa, trên phần được phay, chúng tôi đánh dấu hai lỗ nằm đối xứng với trục dọc gần với các cạnh và hơi lệch về phía đế. Chúng tôi khoan chúng trên một máy khoan.
Sử dụng phần này làm mẫu, đánh dấu các điểm phản hồi trên hai khoảng trống khác bằng mũi khoan và mũi khoan mỏng.
Sau đó, chúng tôi khoan các điểm được đánh dấu bằng một mũi khoan đường kính lớn đến độ sâu nông (chúng tôi thực hiện, sắp xếp, các hốc-tổ).
Chúng tôi vít vào các lỗ của phần tử trung tâm, hai chân có độ dài cần thiết với cùng một đầu ra, khi cài đặt các phần tử bên, sẽ đi vào hốc và giữ chúng, nhưng không can thiệp vào hàm, hội tụ và phân kỳ.
Trong các phần tử hàm bên trong trung tâm hình học, chúng tôi phác thảo và khoan các lỗ có cùng đường kính và cắt các sợi chỉ vào chúng bằng một cú chạm tay.
Chúng tôi phay các cạnh bên ngoài của hàm để hoàn thành sự xuất hiện của thiết bị và dễ dàng hoạt động. Chúng tôi cũng loại bỏ vát trên cả hai mặt của đầu phay của phần tử trung tâm để không cản trở sự điều chỉnh của hàm.

Ở trung tâm của cơ sở của phần tử trung tâm, chúng tôi phác thảo và khoan một lỗ mù cho trục gá.

Chúng tôi trộn keo hai thành phần và cố định với nó là trục gá có độ dài cần thiết trong lỗ mù. Để hợp chất giữ và cứng lại. Để làm điều này, chúng tôi sửa phần tử trung tâm bằng một trục gá trong một cái thùng gỗ.
Chúng tôi kẹp một thanh kim loại có đường kính tính toán trong mâm cặp máy tiện và khoan một lỗ ở giữa lớn hơn một chút so với đường kính của trục gá, định kỳ thêm dầu mỡ vào vùng khoan.
Sau đó cắt một hình trụ có chiều cao khoảng 10-12 mm và khoan một lỗ trên bề mặt bên, tiếp theo là luồn bằng một vòi cho vít khóa.


Trên một trong các yếu tố bên từ bên ngoài, khoan một lỗ trung tâm để cài đặt đầu bu lông.
Cuối cùng, chúng tôi hoàn thành bề mặt của vật cố định bằng cách xử lý trên máy mài, đầu tiên bằng một cuộn băng vô tận, và sau đó bằng băng ngủ trưa.


Nó vẫn còn để lắp ráp các yếu tố của giá đỡ có thể điều chỉnh với nhau bằng cách vặn bu-lông kết nối vào hàm và đảm bảo vòng hình trụ trên trục gá, lắp đặt đúng vị trí với vít khóa.
Kiểm tra vật cố
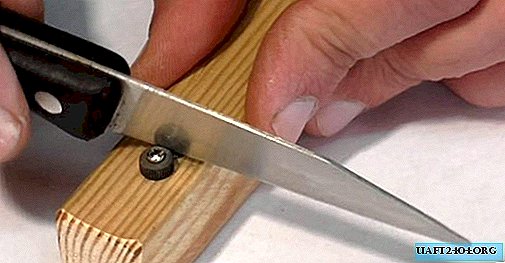
Chúng tôi giữ lưỡi dao trong hàm của giá đỡ và đặt chiều cao cần thiết của thanh ngang và chiều dài của trục gá bằng cách di chuyển vòng hình trụ xuống hoặc lên và khóa nó khi cần thiết bằng một ốc vít đặc biệt.
Để góc mài vẫn giữ nguyên dọc theo toàn bộ chiều dài của lưỡi dao, đủ để đảm bảo độ trượt của vòng hình trụ được cố định trên trục trên bề mặt của thanh được gắn nằm ngang trước các vòng tròn của máy mài điện.


Sau khi mài ngắn mà không có bất kỳ lực căng nào, con dao dễ dàng cắt một tờ giấy viết theo trọng lượng, điều này khẳng định độ sắc nét tuyệt vời của nó.



Share
Pin
Tweet
Send
Share
Send